
Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

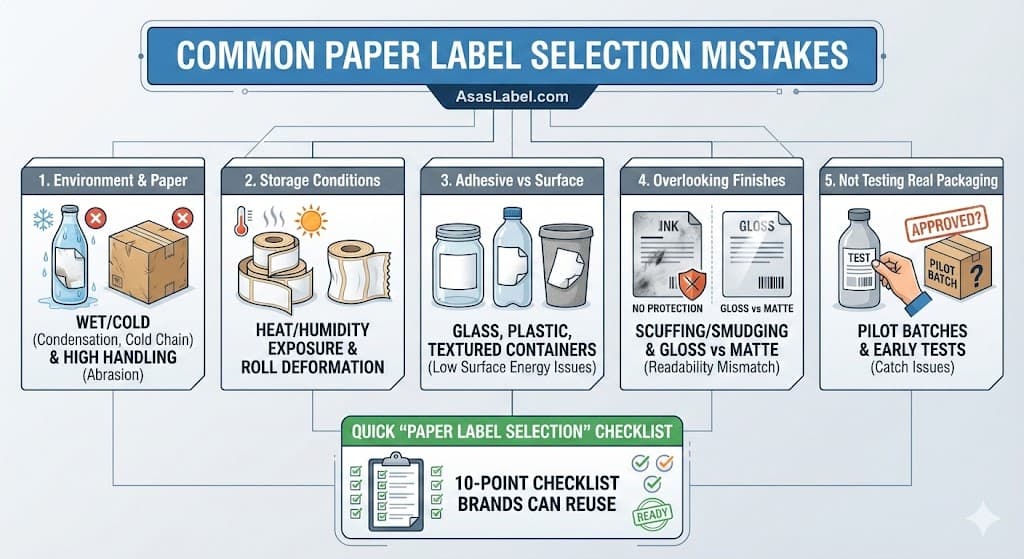
Specifying the wrong label material causes significant disruptions in production lines and damages brand perception. Many procurement teams view paper labels as a commodity, overlooking the complex interaction between face stock, adhesive, and liner. This leads to costly downtime and packaging label errors.
A failure to analyze the entire lifecycle of the label results in peeling, flagging, or complete adhesion loss. Understanding the technical limitations of paper substrates is the first line of defense against product recalls. Precision in label stock selection prevents logistical nightmares.
Brands must move beyond aesthetics to consider the engineering behind the label. Variables such as tensile strength, moisture absorption rates, and surface topography dictate success. The following insights dissect where specifications usually fail and how to maintain label integrity.
The most frequent error in label stock selection involves ignoring the environmental stresses the product will endure. Paper is inherently hygroscopic, meaning it absorbs and releases moisture relative to its surroundings. Failing to account for this leads to immediate material degradation.
Standard semi-gloss paper performs adequately in climate-controlled warehouses but fails rapidly in challenging environments. If a product faces temperature fluctuations or moisture exposure, a standard paper formulation is insufficient. This oversight is a primary driver of paper label durability issues.
Products destined for refrigerators or freezers require specialized planning. When a warm product enters a cold environment, or a cold product enters a warm room, condensation forms immediately. Standard paper fibers swell when they absorb this moisture, leading to unsightly bubbling or wrinkling known as cockling.
This moisture ingress compromises the bond between the face stock and the adhesive layer. Once the paper creates a barrier of water, the adhesive may lose its tackiness, causing label peeling causes to manifest quickly. This is particularly prevalent in the beverage and food industries.
Cold chain logistics introduce the added complexity of freezing temperatures. Many adhesives crystalize and harden below certain thermal thresholds, losing their ability to grip the container. Choosing paper labels without verifying the "service temperature range" guarantees failure during transport or storage.
For wet environments, specifying "wet strength" paper is non-negotiable. These papers contain chemical additives that maintain fiber integrity even when saturated. Without this specification, the label turns to mush during the consumer use phase, destroying brand legibility.
Physical abrasion during transit and retail shelf-stocking destroys unprotected paper faces. Corrugated cardboard boxes preserve the container but act as sandpaper against label surfaces during vibration-heavy shipments. This results in the "burnishing" of edges and ink loss.
Products that undergo frequent consumer handling require high scuff resistance. A basic litho paper generally lacks the internal bond strength to resist repeated friction. The fibers near the surface detach, causing the print to flake off leaving white paper spots exposed.
Supply chain touchpoints create cumulative stress on the material. If the paper stock is too thin or lacks a protective topcoat, conveyor belts and guide rails in automated packaging lines will tear the label edges. This necessitates unexpected line stoppages to clear debris.
Label stock selection guides often overlook the period before the label is applied. The storage environment of the raw label rolls significantly impacts their performance on the dispensing line. Poor inventory management ruins even the highest quality materials.
Label converters manufacture rolls under specific humidity conditions. If end-users store these rolls in warehouses with uncontrolled climates, the material reacts physically. This pre-application damage is irreversible and often undetectable until the labels jam the applicator.
Excessive humidity in a warehouse causes the release liner to expand at a different rate than the paper face stock. This differential expansion creates "tunneling" or severe curling. When the roll is unwound, the labels may dispense prematurely or refuse to peel from the liner.
Conversely, extremely dry conditions cause the paper face stock to shrink. This shrinkage exposes the adhesive around the edges of the label, a phenomenon known as "adhesive ooze" or bleeding. This sticky residue builds up on printer rollers and cutting dies.
Heat exposure softens hot-melt adhesives while they are still on the roll. If the adhesive becomes too fluid, it migrates to the edges, welding the layers of the roll together. This "blocking" makes the roll impossible to unwind, resulting in total stock loss.
To prevent label curling mistakes, rolls must acclimatize to the production floor environment. Moving cold rolls directly into a warm packing hall creates condensation on the stock. Operators should bring stock onto the floor 24 to 48 hours before application.
The physical orientation of stored rolls dictates their long-term viability. Stacking rolls on their sides creates flat spots due to the weight pressure. These deformations cause "bouncing" during the unwinding process, leading to sensor errors and misaligned application.
Gravity constantly acts on the adhesive layer. If rolls are not suspended or stacked on their cores (using "stacking boards"), the adhesive can be squeezed out from the bottom layers. This dictates that rolls should always be stored vertically to distribute weight evenly.
Exposure to direct sunlight destroys label integrity rapidly. UV rays cause paper fibers to yellow and can degrade the liner's silicone coating. This degradation alters the release values, making high-speed automatic dispensing erratic or impossible.
A universal adhesive does not exist. Brands oftentimes default to "general purpose permanent" adhesive without analyzing the substrate surface energy. This creates false confidence, as labels may stick initially but fail hours or days later.
The chemical interaction between the adhesive and the container surface defines the bond's permanence. Mismatches here are the leading cause of wrong label material claims. Engineers must categorize the container material before selecting the label.
Glass and metal are high surface energy materials, meaning they are relatively easy to bond intimately. However, glass manufacturing often includes anti-scratch coatings that can repel certain adhesives. Assumptions that "everything sticks to glass" lead to unexpected fall-off.
Textured surfaces present a geometric challenge. A textured HDPE bottle reduces the actual surface area available for the adhesive to contact. If the adhesive layer is too thin (low coat weight), it only touches the peaks of the texture, leaving the valleys empty.
For rough or textured surfaces, a high-flow, soft adhesive with a heavier coat weight is required. This allows the adhesive to seep into the crevices, maximizing the contact area. Standard paper labels typically lack the adhesive thickness necessary for these containers.
Recycled cardboard and corrugated packaging also present absorption issues. The porous nature of recycled fibers sucks the adhesive away from the label interface. Specialized aggression adhesives are required to maintain a hold on these rough, dusty surfaces.
Plastics like surface-treated polyethylene (PE) and polypropylene (PP) are common but difficult substrates. They possess low surface energy, which feels slippery and resists "wetting out." Adhesives tend to bead up on these surfaces rather than spreading flat.
Choosing a standard acrylic emulsion adhesive for a low-energy plastic container often results in edge lift. The internal memory of the paper face stock fights the weak adhesive bond, eventually causing the label to pop off. This is a classic label peeling cause.
Rubber-based hot melt adhesives generally perform better on these difficult plastics due to higher initial tack. However, they may lack the UV stability of acrylics. Modifications to acrylic formulas can bridge this gap, but they must be specified explicitly.
Small diameter containers exacerbate this issue. This is known as the "mandrel hold" challenge. The stiffness of the paper tries to return to a flat state, putting immense stress on the adhesive. Rigid paper on tight curves often requires specialized, aggressive adhesives.
The paper face stock is merely a canvas; the finish provides the armor. Neglecting the finishing layer exposes the porous paper fibers to environmental chemical attacks. This step determines the label's longevity and readability in the real world.
Cost-cutting efforts often target the elimination of laminates or high-grade varnishes. This is a false economy. The cost of a damaged brand reputation due to smeared batch numbers or scuffed logos far outweighs the price of a protective coating.
Ink protection is critical for regulatory compliance. Information such as ingredients, expiration dates, and lot codes must remain legible throughout the product's life. Without a varnish or laminate, moisture on consumer fingers alone can smear water-based inks.
UV varnishes offer a hardened shell that cures instantly under ultraviolet light. This provides excellent resistance to abrasion and chemical splashes. For products exposed to oils or solvents (like cosmetics or automotive fluids), a standard varnish is insufficient.
Lamination acts as a physical barrier, adding a layer of polypropylene or polyester over the paper. This renders the label waterproof from the top down and significantly increases tear resistance. It transforms a fragile paper label into a durable composite structure.
Thermal transfer printing requires specific matching between the ribbon and the paper face. Using a wax ribbon on a high-gloss coated paper without a receptor coating leads to immediate smudging. Resin ribbons offer durability but require higher printhead heat settings.
The finish selection impacts the functional scanning of barcodes. High-gloss laminates reflect light aggressively. Under the intense light of a barcode scanner, this glare can render the code unreadable, causing failures at point-of-sale.
Matte finishes absorb light, reducing glare and improving barcode scan rates. They also transmit a perception of natural or organic quality. However, matte finishes are more susceptible to "rub off" where the matte particles are polished smooth by friction.
Brands must balance the "shelf pop" of gloss with the functional requirements of the supply chain. Spot varnishing allows for glossy logos while keeping variable data areas matte. This hybrid approach solves readability issues without sacrificing design impact.
Theoretical specifications often fall apart in practice. Relying solely on data sheets without conducting physical application tests is a gamble. Laboratory conditions rarely mimic the chaotic reality of a high-speed production line or a humid shipping container.
Packaging surfaces vary slightly between batches. A plastic bottle supplier might change their mold release agent without notification. This minute chemical change can neutralize an adhesive that worked perfectly the previous month.
Implementing a pilot run is essential for validating label stock selection. This involves applying a small batch of labels to the actual containers filled with the actual product. Empty containers behave differently than filled ones due to thermal expansion and wall rigidity.
The pilot batch must undergo the full distribution lifecycle. Ship these test units to a distant location and bring them back. This real-world torture test reveals scuffing, flagging, and adhesion failures that static lab tests miss.
Approval flows should involve operations teams, not just marketing. Marketing approves the look; operations must approve the runnability. If the liner is too thin for the applicators' tension settings, the web will snap, halting production.
The "24-hour dwell test" is a simple protocol brands can perform internally. Apply the label and wait 24 hours for the adhesive to fully cure. Attempt to peel the label; fiber tear indicates a successful permanent bond.
The "mandrel test" checks for flagging on curved surfaces. Apply the label to the container and let it sit. If the edges lift after a few hours, the face stock is too rigid or the adhesive is too weak for that specific diameter.
Submersion tests simulate extreme moisture exposure. Place the labeled product in an ice bucket or water bath for several hours. This quickly identifies if the paper lacks wet strength or if the adhesive emulsifies and turns white.
Systemizing the selection process prevents recurring errors. Procurement and design teams should continuously reference a standardized set of criteria before finalizing any order. This discipline aligns technical requirements with design intent.
1. Surface Energy: Is the container glass, metal, or low-energy plastic?
2. Texture: Is the surface smooth, rough, or heavily textured?
3. Temperature: What are the application and service temperature ranges?
4. Moisture: Will the product endure condensation, ice, or humidity?
5. Curvature: Is the container diameter small enough to cause mandrel hold failure?
6. Abrasion: How much friction occurs during shipping and shelving?
7. Life Cycle: How long must the label last? (Short-term promo vs. long-term durable).
8. Application Method: Is it hand-applied or machine-applied (requires specific roll tension)?
9. Secondary Printing: Will you print date codes or barcodes later? (Ribbon compatibility).
10. Flexibility: Does the container squeeze (like a lotion tube)? (Requires semi-squeeze usage).